




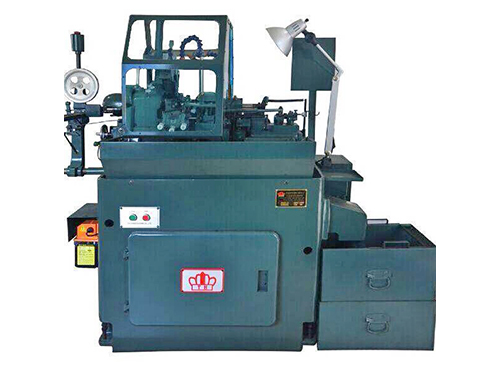
东莞市台铪精密机械有限公司主要生产自动车床,电脑车床,自动车床配件,提供自动车床报价,台湾自动车床,专业自动车床厂家,电话:0769-83992329.
自动车床切断刀刀头中心偏高或偏低都会影响切断面的平整.如界双具中心偏低,当刀具达到切削中心,零件上还留有一个细小的直径未被切除,然后因零件振动而折断。刀具中心偏高,刀具切削时,主切削刃后角有了改变,刀具达到中心时,零件同样留有一个细小的直径未被切除,然后因刀具继续向前进给将它撞击断。中心拌偏高,折断面直径越大,所以切断刀中心必须准确祠整,确保剖断面质量。
在自动车床上切断圆锥尖头零件.采用联合运动复合走刀加工。如果两个相关的凸轮安装误差大,刀具与主轴箱没有同步起止,如主轴凸轮提前到达切断位置,而刀具凸轮尚未到达切断中心位置。当刀具继续向前送进切断时,主轴箱处于停止状杏或终切送进处于大走刀童状态。如果主轴箱处于停止状态,最后一段外圆切断成了成形切割,由于成形切断的切削力过大,零件被折下来,造成拖毛刺。如果是处于终切,主轴箱大走刀量送进,则必然加长切断长度,呈现拖毛刺形状。在调整时必须防止主轴箱凸轮安装导前,或切断刀凸轮安装诈后,一定要同步起止,动作协调。
中心架导套孔与棒料配合间隙偏大棒料配合间隙偏大,零件在接近切断时,必然因振动而被折断,所以间隙要调整恰当。
零件切幽阳寸是悬臂受力,当切削力与支承点距离越远,引起弯曲变形就越严重,在弯曲变形状态下切断,零件切断面就留有折断毛刺。同理,导套孔口顺锥形,相当于支承点内移,悬臂加长,必然产生相同毛病。调整切断刀要尽可能紧贴中心架端面。中心架孔口顺锥形,可通过研磨修正来解决。

 |
 |
 |


